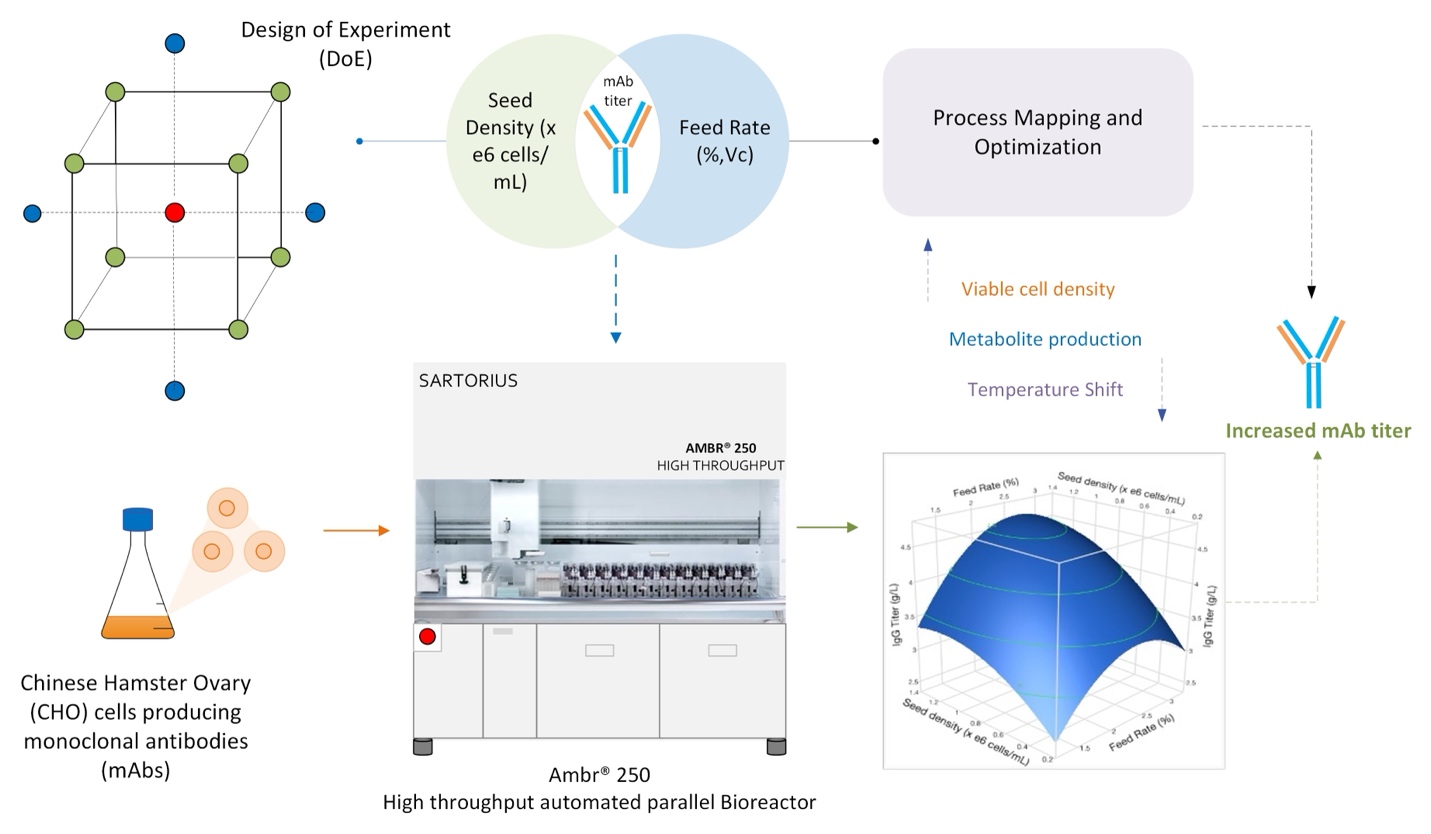
The high-throughput Ambr250 bioreactors enabled robust control and rapid experimentation, leading to significant improvements regarding the interplay of critical process parameters. It entailed mapping key process parameters and inferred its critical role for process development and optimization to improve mAb titers. Ambr250 parallel mini bioreactors have been validated as a robust scale down model (SDM) of the commercial manufacturing process [10, 26]. A DoE aided approach was applied in this study to optimize the operating range of two critical process variables- seed density (SD) and feeding rate (FR). It was observed from the DoE experiments that the variance in the SD and FR impacted the cell performance and mAb titer profile (Fig. 1). FR was a significant factor influencing culture performance in combination with SD > 1x 106 cells/mL range resulting in higher mAb titer.
The lactate concentration spiked (> 1.2 g/L) during the exponential phase while initial supplemented glutamine was rapidly consumed simultaneously and depleted from the media with a spike in ammonia levels. This suggests glutamine might have been a part contributor to the lactate production while the majority coming from glycolysis during this initial phase [27, 28]. Lactate values stabilized from day 3–6 as TS to 33°C was applied along with starting specified FR to reactors reaching ~ 10 x 106 cell/mL concentration, inducing the proliferative cells to production stage. Lactate shift was observed from day 6–8 onwards towards consumption until day 12. This switch is considered favorable and often serves as a key metabolic tuning characteristics, however the exact intrinsic causes driving this still needs more investigation [29, 30]. A feeding strategy incorporating lactate feeds during stationary phase has led to 8% increase in titer, also linking this to reduced ammonia levels [31]. The increase in ammonium concentration across the culture conditions in the DoE experiments during the production phase correlated with the glutamate accumulation in the culture. The % FR addition directly contributed to the variance in glutamate concentration due to its presence in the added feed medium. Significant difference in glutamate levels was observed at harvest across the experimental conditions (Fig S1). The bioreactors with FR range between (1.2–1.5%) exhibited glutamate concentration that were 1.5 to 4 times lower, indicating a shift towards glutamate consumption, potentially for energy generation during the stationary phase. There was a strong correlation between the feed addition rate and glutamate accumulation during the production phase (Fig. S1). This fact indicates that even commercially available media may not be fully optimized for a specific CHO culture, leaving potential for further media refinement. Ammonium concentration for these bioreactors was at higher levels as well. These reactors also had the lowest cell viability (71.5–82%) comparatively. It seems that at lower feed rates, the CHO cells face an unbalanced nutrient supply that may impact the cell activities and metabolism. The highest accumulation of NH4+ in the stationary phase was accompanied with the lowest glutamate concentration (B10-Fig. 1E, Fig S1). These phenomena are most likely due to an accelerated conversion of glutamate to α-ketoglutarate in TCA cycle through the oxidative metabolism. Similar trends under nutrient stress leading to glutamate consumption have been reported [32].
CHO cell growth inhibition was previously reported for an ammonium concentration greater than 5 mM [33]. Additionally, a 50% reduction in growth of CHO cells was observed at ammonium concentrations above 8 mM [34]. This is good agreement with results obtained in our experimental runs and it can explain the lowest viability observed in B9 and B10 where the NH4+ concentration was higher than other bioreactors primarily resulting from lower FR. Pereira et al used C13 metabolic flux analysis to reduce ammonia production by 40% while maintaining culture viability and titer by varying different amino acid composition of the culture media [35]. They specifically used glutamine, glutamate, asparagine, aspartate and serine to manipulate media composition for the investigation. These facts suggest that feeding strategy with tailored components which can favorably tune the metabolic flux can lead to good cell culture performance and potentially improve productivity.
In the DoE runs, mAb production varied significantly as a function of process parameters. The highest mAb concentration of 4.57 g/L was achieved in the B4 run operated with SD of 1.4 x 106 cells/mL, and FR of 2.25% (center point). Bioreactors operated at SD > 1 x 106 cells/mL and FR of > 2% were more productive. Initial SD density beyond the sub-optimal range can enhance cell proliferation rate leading to higher VCD with adequate culture integrity, thus favoring volumetric productivity (Fig. 1A). Our results showed lactate productivity is greater in bioreactor runs inoculated with higher SD. While lactate is considered as an inhibitory byproduct in the growth phase, it is consumed in the stationary (mAb expression) phase. In CHO cell cultivation, the metabolic shift from lactate production to lactate consumption is an indicator of metabolic efficiency. It seems that higher lactate production rate can lead to a faster metabolic shift and enhancement of the mAb titer in the stationary phase.
The SD range investigated in the DoE provided empirical data to better map this parameter. However, FR was the more critical factor identified to have a significant impact on both culture performance and productivity in combination with optimal SD range. FR strategy is pivotal to control the production phase effectively for fed-batch operations. Lower FR (1.19–1.5%) had a deleterious impact on both growth and metabolism resulting in significantly lower mAb titer compared to titers in runs operated at higher FR (e.g B9, B10 vs. B3, B4 in Table 1). In addition, RSM model analysis entailed identifying optimal conditions and operating levels for these critical parameters.
Validation experiments were in good agreement with the predicted mAb titer values for the RSM model. Additional culture time up to day 16 resulted in mAb titer reaching ~ 5 g/L. However, further investigation on the metabolic flux can help potentially optimize the production phase to boost volumetric productivity and reduce culture time while increasing titer. Addition of key precursors for the TCA cycle through adequate media and feeds can offer further scope for process optimization. Keeping the HCP and associated impurity flux in the culture to a minimum value, and maintaining a high-density culture with increased viability can also subsequently improve product quality while mitigating downstream processing costs and efforts [25]. Process development and gaining a mechanistic understanding of factors influencing culture performance, titer and product attributes is essential for aptly meeting the growing demands of biopharmaceuticals, providing better efficacy during commercial manufacturing.
Overall, these findings contribute valuable knowledge that can be adopted by mAb manufacturers to streamline production processes. Furthermore, insights from this study can guide future research focusing on novel bioreactor technologies and process development.
{kind=link}